優れた「放電加工」の技術。製作品をご紹介!!

前回ご紹介しました ”リバースエンジニアリング” を取組んでおられる加工業者さんにおいて、
もう1点皆さんに是非ご紹介したい技術があります!それは・・・
「放電加工」です。
まず前提として「放電加工」を大きく分類すると、「ワイヤーカット」と「型彫放電加工」の2種類に分かれます。
ちなみにインターネットで「放電加工」と検索すると、詳細な説明が数多くヒットしますので、この場では放電加工の詳細説明は割愛します。
こちらの加工業者さんでは、”ワイヤーカット放電加工機” と”型彫放電加工機” の両方を複数台保有されておられます。
マシニングセンターやCNC旋盤、同時5軸加工機などを用いての機械加工が難しい場合、放電加工機を用いて加工を行います。
“ワイヤーカット放電加工機” と”型彫放電加工機” の大きな違いは、以下の通りです。
・ワイヤーカット放電加工機:真鍮などを素材を用いたワイヤー線を電極としワークを切断します。
・型彫放電加工機:銅やグラファイトなどの素材を用い、あらかじめ彫りたい形状に加工した電極(旋盤やマシニングなどを使用し製作する)を用いて、形状をワークに転写します。
さて先ほどお伝えしました通り、ご紹介している加工業者さんで両方の加工機を保有されていますが、
今回は “ワイヤーカット放電加工機” にて製作した加工品をご紹介します。
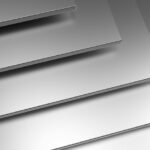
まずはこちらの写真をご確認ください。

ポイントはワイヤーカット放電加工機のみで行う「鏡面仕上げ」です!!
写真のような円形状の表面を鏡面仕上げを行う場合において、通常は “平面研磨” を 行います。
が、このような砥石をあてることが難しい形状の場合、平面研磨で鏡面仕上げをすることは物理的に不可能です。
そこで、こちらの加工業者さんでは「ワイヤーカット放電加工機」を用いてて鏡面仕上げを行いました。
次はこちらの写真です。

ワイヤーカットにて、中央の穴あけ加工・端面の曲面を加工しています。
この製品は、ユーザー様のご使用後も曲面の面粗度を保つため、ワイヤーカット放電加工機を用いて修正を行います。
この曲面の面粗度を出す技術力がポイントです!!
ラストの写真はこちら!

溝形状をワイヤーカット放電加工機にて加工しています。
さて、この加工のポイントは溝幅:0.2±0.02 溝深さ:0.075±0.01
という非常に厳しい寸法かつ、等間隔に溝を彫ることでした。
さすがに加工業者さんも「一度トライしてみないと分からない・・・」との事でしたが、位置決め治具を製作し見事良品を製作いただきました。
以上、「ワイヤーカット放電加工機」を用いた加工品3種類をご紹介させていただきました。
各々特徴がありましたが、残念ながらこの場で詳細な加工方法をお伝えすることはできません。
何故なら、「加工設備をどのように設定・段取りを行うのか?」こそが加工業者さん独自のノウハウとなるからです。
前回と今回でご紹介しました加工業者さんは長年にわたりミクロン精度が必要な微細加工を手掛けてこられました。
そこで培われた “ミクロン精度の品質を実現する高い技術力” と “独自のノウハウ” を活かした「微細加工品」を今後もお客様へ提供し続けられます。
「ミクロン精度が必要な微細加工」が必要な場合は、是非お問合せください!!
株式会社萬代へは、LINEまたはZoomでもお問い合わせいただけます。
すぐに商談を行いたい!ざっくりとした見積を知りたい!こんな部品でも対応可能?などにご対応いたします。
お気軽にお問い合わせください。